Supporting Our Customers Is A Key Priority.






APPLICATION
Thrufeed Titanium Bar Stock with a Custom Designed Automation Project
CHALLENGE
Thrufeed grind rods with auto load.
Solution Delivered
We need to grind 3/32” diameter rods 10 feet in length continuously and hold a total diameter tolerance of .0002”.
We need an automatic rod loader, grind to tolerance, unload automatically and gauge 100% of the parts.
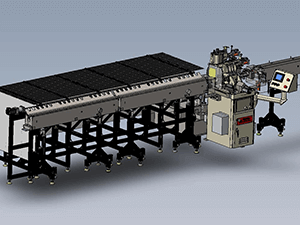
Royal Master accepted the challenge and divided the project in to 3 categories. 1) Prove out the grind process, 2) Develop an auto load and unload of material and 3) Create a part clean, dry and measure just outside the grind zone. These three categories were headed up by 3 teams of technicians and engineers working simultaneously to reduce project delivery and together to coordinate a complete system.
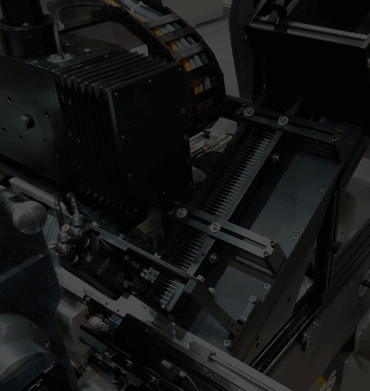
The grind was proven by matching the material, stock removal and tolerance to the best grinding wheel. Success required a long part count between wheel dress. Surface finish must maintain and thruput rate must meet capacity required. The set-up of the grinder must be rigid. The ram position control must be capable to receive and respond to signals from the post process gauge. We nailed it with the wheel and a Model TG-12x4 grinder. The ram bed position control had a servo motor and ball screw to hold position and increment as directed by gauge signals.
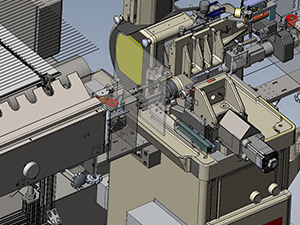
The length and diameter of these rods were challenging when creating an auto loader. A simple bundle of these parts would literally tangle together. The solution came in having the rods pre-arranged in a combed-out plate. One rod at a time would be introduced to a sprocket driven chain with part dividing links spaced over the 10-foot part length. Five sprocket driven chains were used to support the length of material. The chain drive would deliver a part when signaled by a part present sensor on the exit side. Once the selected part was delivered to the grind stage, the alignment of this small diameter rod was controlled with free moving guide roller balls. This frictionless guide allowed the part to travel freely across the entrance guide and across the exit guide. Eventually, an automated rod feed was added to the pre-arranged plate and the total auto load was a success.
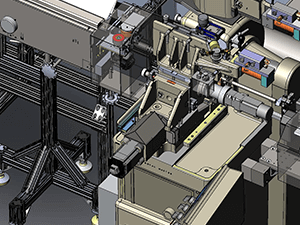
The exit side guide system was like the entrance side free moving guide roller balls. The part wash and dry with laser gauge was positioned between the grinding wheels and the guide roller balls. The wash and dry prepared the material before passing thru the laser gauge. The gauge would measure along the part length and collect the data. The temporary data would be analyzed, and result will direct the unload disposition. Pass, compensate or stop production. All parts were analyzed and unloaded in a completely automated process.
The project was a complete success. The customer was able to bring the grind process in-house and deliver better product at a lower cost.